е·Ҙжі• Construction Methods
йүӢеҲҖиҲҮй‘ҝеҲҖз ”зЈЁ
жң¬ж–Ү延伸жүӢе·ҘеҲҖе…·з ”зЈЁзҜҮд№Ӣе…§е®№
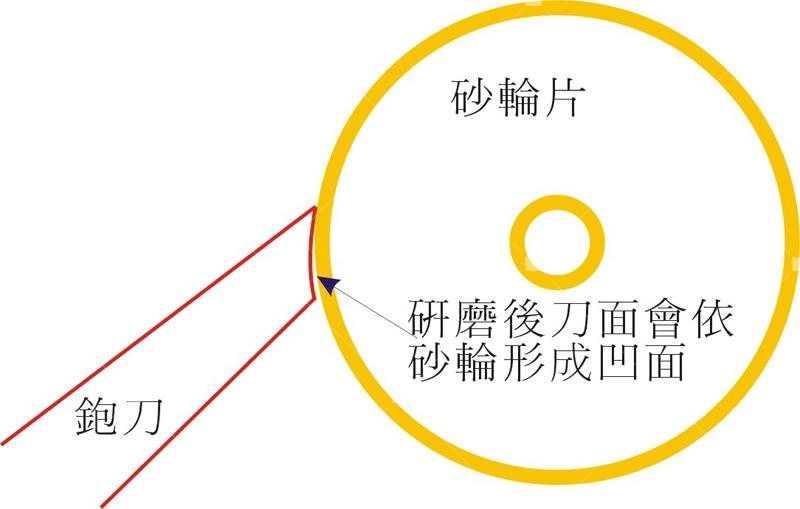
еҲҖеҲғж–ңйқўпјҲеҲҖйқўпјүд»Ҙз ӮијӘж©ҹз ”зЈЁеҫҢжңғз”ўз”ҹе…§еҮ№йқўгҖӮ
В
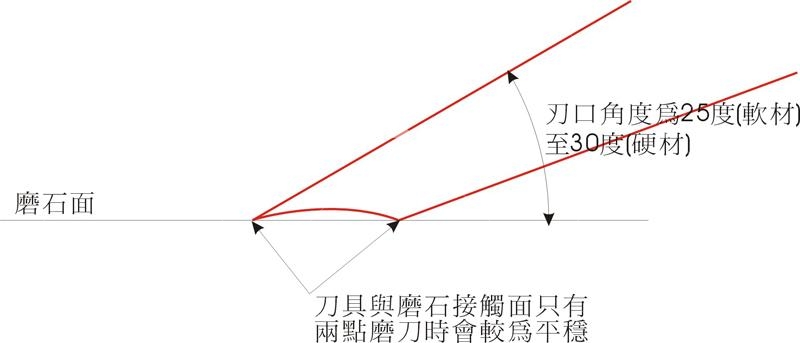
жӯӨдёҖе…§еҮ№йқўжңғдҪҝз ”зЈЁжҷӮпјҢеҲҖйқўиҲҮзЈЁеҲҖзҹіе‘Ҳе…©жўқзҙ°жҺҘи§ёйқўпјҢжңүеҠ©ж–јз ”зЈЁжҷӮз©©е®ҡеҲҖйқўгҖӮ
зЈЁеҲҖжҷӮеҲғеҸЈеҗ‘еүҚпјҢеӣ жӯӨеҗ‘еүҚжҺЁжҷӮжңүз ”зЈЁзҡ„еҠҹиғҪпјҢй Ҳд»Ҙ 70пј… зҡ„ж–ҪеҠӣз ”зЈЁпјӣиҖҢжӢүеӣһжҷӮжІ’жңүз ”зЈЁеҠҹиғҪпјҢеғ…йңҖд»Ҙ 30пј… зҡ„еҠӣйҮҸжӢүеӣһгҖӮзЈЁеҲҖдёҖеүҚдёҖиҝ”зҡ„йҒҺзЁӢдёӯеҲҖе…·йғҪеҝ…йңҖдҝқжҢҒеӣәе®ҡзҡ„и§’еәҰгҖӮдёҰйҒҝе…Қе·ҰеҸідёҚеқҮгҖӮ
В
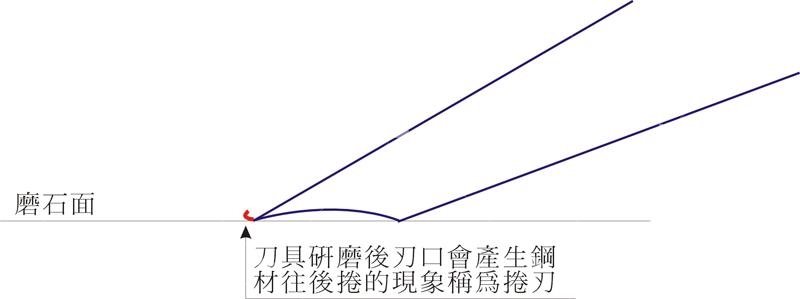
еҲҖйқўз ”зЈЁзІ—зҹіжҷӮжңғдҪҝеҲғеҸЈжјёж¬Ўи®Ҡи–„и®Ҡе°–йҠіпјҢеҲҖйӢ’е…Ҳз«Ҝз ”зЈЁеҲ°и¶…йҒҺйӢ’еҸЈеҫҢпјҢйӢјиіӘжңғз”ўз”ҹжҚІеҲғпјҲд№ҹзЁұзӮәжҜӣйӮҠпјүпјҲз”ЁжүӢеңЁйӢјйқўеҸҜд»Ҙж‘ёеҫ—еҮәдҫҶпјүгҖӮ
жҸӣжҲҗзҙ°зЈЁзҹіпјҢеҶҚж¬Ўз ”зЈЁпјҢзҙ„ 100 дёӢпјҢзҝ»йқўз ”зЈЁйӢјйқўпјҢд№ҹз ”зЈЁ 100 дёӢпјҢжӯӨжҷӮз ”зЈЁеҫҢзҡ„жҚІеҲғжңғзҝ»еҲ°еҲҖйқўйӮЈйӮҠеҺ»гҖӮ
йҮҚиӨҮеҲҖйқўвҖҰйӢјйқўеҸҚиҰҶз ”зЈЁпјҢзӣҙеҲ°жҜӣйӮҠйғҪе®Ңе…ЁзЈЁйҷӨд№ӢеҫҢпјҢе°ұжҳҜжңҖйӢ’еҲ©зҡ„зӢҖж…ӢгҖӮ
зЈЁеҲҖзҹіеҝ…й Ҳе®Ңе…ЁжіЎжҝ•жүҚиғҪй–Ӣе§Ӣз ”зЈЁпјҢз ”зЈЁзҡ„жіҘжјҝдёҚиҰҒжІ–жҺүпјҢйҖҷдәӣжіҘжјҝжҳҜзЈЁеҲҖзҹіж–јз ”зЈЁйҒҺзЁӢдёӯеҙ©и§Јзҡ„зЈЁж–ҷпјҢеҸҜд»Ҙеўһеҝ«з ”зЈЁйҖҹеәҰгҖҒжёӣе°‘зЈЁеҲҖзҹіжҗҚиҖ—еҸҠж°ҙиіҮжәҗзҡ„ж¶ҲиҖ—дёҰдё”зҜҖзңҒй«”еҠӣгҖӮ
з ”зЈЁе®ҢжҲҗеҫҢеҲҖе…·з”Ёеёғж“Ұд№ҫж°ҙеҲҶпјҢдёҰдёҠдёҖеұӨж©ҹжІ№дҝқиӯ·пјҢеңЁдҪҝз”ЁеүҚжүҚж“ҰжҺүж©ҹжІ№гҖӮ

жӣҫзңҒдёү
жӢҷең’еүөж„ҸжңЁе·ҘеүөиҫҰдәә
Emailпјҡ
[email protected]
ең°еқҖпјҡй«ҳйӣ„еёӮж©Ӣй ӯеҚҖз”ІжҳҢи·ҜиҸҜиҲҲе·· 41 иҷҹ
