е·Ҙжі• Construction Methods
ж©ҹе·Ҙй‘Ҫй ӯз ”зЈЁ
йҖІеҲҖз ”зЈЁзҡ„ж–№ејҸиҲҮеҲәйҢҗй‘ҪзӣёеҗҢпјҢеқҮз”ұеҲҖйӢ’йқ дёҠз ӮијӘзүҮпјҢ然еҫҢй Ҷи‘—й‘Ҫй ӯзҡ„иһәзҙӢеҫҖеҸіж—ӢиҪүеҗҢжҷӮдёӢеЈ“пјҢи®“й‘Ҫй ӯйӮҠж—ӢиҪүйӮҠи¶Ёж–јеһӮзӣҙпјҢд»Ҙдҫҝи®“еҲҖиғҢдҪҺж–јеҲҖйӢ’еҲҮеүҠз·ҡгҖӮ
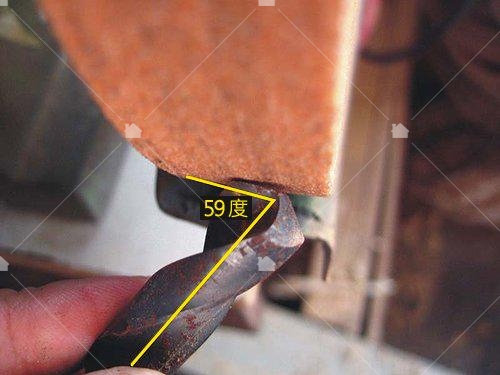
еҲҖеҸЈйҖҷеҖӢж–ңи§’иҲҮдёӯеҝғз·ҡзҡ„еӨҫи§’жҳҜ 59 еәҰпјҢеҰӮжһңжІ’жңүй‘Ҫй ӯз ”зЈЁеӨҫй ӯпјҢйҖҷеҖӢи§’еәҰзўәеҜҰжҳҜйӣЈд»ҘзІҫзўәжҺ§еҲ¶пјҢеҺҹеүҮдёҠи§’еәҰи¶Ҡе°ҸпјҲи¶Ҡе°–пјүеҲҮеүҠиғҪеҠӣжңғи¶ЁејұпјҢи¶Ҡи¶Ёиҝ‘ж–јж°ҙе№іеҲҮеүҠжҠ—еҠӣжңғи¶ЁеӨ§гҖӮе°ұжңЁжқҗеҲҮеүҠиҖҢиЁҖпјҢеҪұйҹҝијғдёҚжҳҺйЎҜгҖӮйҖҷдёҖйЎһеһӢзҡ„й‘Ҫй ӯијғйҒ©еҗҲйҮ‘еұ¬еҠ е·ҘпјҢжңЁжқҗеҠ е·ҘйӮ„жҳҜд»ҘеҲәйҢҗй‘Ҫй ӯијғзӮәйҒ©з”ЁгҖӮ
еҸҰеҗ‘ж©ҹе·ҘиҖҒеё«и«ӢзӣҠпјҢеҰӮжһңдёҚжҳҜз”ұеҲҖйӢ’йҖІеҲҖиҖҢжҳҜеҫһеҲҖиғҢйҖІеҲҖжҷӮпјҢйҷӨдәҶи§’еәҰдёҚжҳ“зӣ®иҰ–жҺ§еҲ¶д№ӢеӨ–йӮ„жңүдёҖеҖӢйҡұжҖ§еҚұйҡӘпјҢ當йҖІеҲҖйҮҸеӨӘеӨ§жҷӮпјҢжңүеҸҜиғҪеӣ зӮәз ”зЈЁжҠ—еҠӣйҒҺеӨ§пјҢеңЁжүӢжІ’жңүжӢҝз©©зҡ„жғ…жіҒдёӢйҖ жҲҗй‘Ҫй ӯеҸҚжӢӢпјҢйҖҷжЁЈзҡ„ж¶ІеӨ–жғ…жіҒжңүеҸҜиғҪз”ўз”ҹе№ҫзЁ®еӮ·е®іпјҡ
(1).й‘Ҫй ӯеҸҚеҪҲжӢӢйЈӣ
(2).зһ¬й–“ж—ӢиҪүеЈ“еӮ·жүӢжҢҮ
(3).е°Ҹй‘Ҫй ӯжҠҳж–·иҖҢжӢӢйЈӣ

жӣҫзңҒдёү
жӢҷең’еүөж„ҸжңЁе·ҘеүөиҫҰдәә
Emailпјҡ
[email protected]
ең°еқҖпјҡй«ҳйӣ„еёӮж©Ӣй ӯеҚҖз”ІжҳҢи·ҜиҸҜиҲҲе·· 41 иҷҹ
