е·Ҙжі• Construction Methods
еҲҮеүҠи§’
жүӢе·ҘйүӢеҲҖжҳҜд»ҘйүӢеҲғйӢјйқўдҪңзӮәеҲҮеүҠж©ҹж§ӢпјҢе…¶д»–зҡ„зӣёй—ңйҷ„件еҸҠжўқ件йғҪжҳҜиј”еҠ©еҲҮеүҠеҠҹиғҪиҖҢеӯҳеңЁпјҢдҫӢеҰӮиӘҳе°ҺйқўжҳҜи®“еҲҮеүҠжӣҙзІҫжә–жӣҙжңүж•ҲзҺҮзҡ„еӣ зҙ пјҢеЈ“йҗөеүҮжҳҜе…ӢжңҚйҖҶзҙӢзҗҶзҡ„жұәе®ҡеӣ зҙ д№ӢдёҖгҖӮ
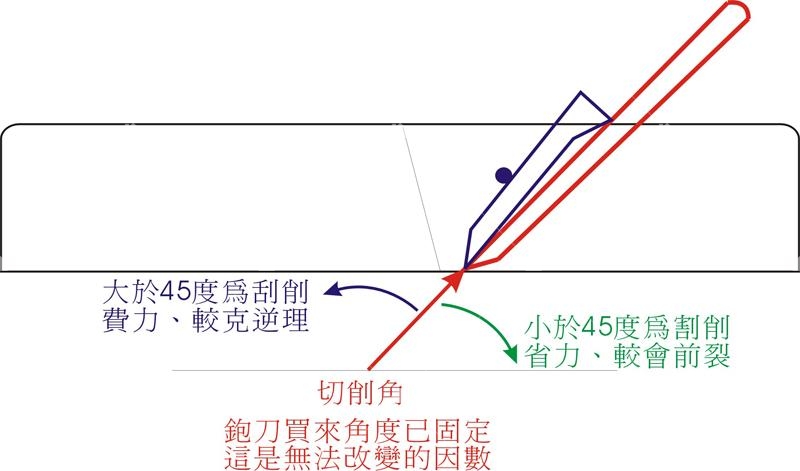
еҲҮеүҠи§’иҮӘ 0 еәҰй–Ӣе§ӢиҮі 90 еәҰжӯўпјҢеҲҮеүҠдҪңз”Ёз”ұејөеҠӣжјёж¬ЎиҪүи®ҠзӮәеүӘеҠӣпјҢеҲҮеүҠжҠ—еҠӣз”ұе°Ҹи®ҠеӨ§пјҢж’•иЈӮзҸҫиұЎз”ұеӨ§и®Ҡе°ҸгҖӮд»Ҙ45еәҰи§’зӮәеҲҶйҮҺж•ҙзҗҶеҰӮдёӢпјҡ
ејөеҠӣгҖҒеҲҮеүҠгҖҒеҲҮеүҠжҠ—еҠӣе°ҸгҖҒзңҒеҠӣгҖҒйҖҶзҙӢеүҚиЈӮж·ұ пјң 45еәҰ пјң еүӘеҠӣгҖҒеҲ®еүҠгҖҒеҲҮеүҠжҠ—еҠӣеӨ§гҖҒиІ»еҠӣгҖҒйҖҶзҙӢеүҚиЈӮж·әгҖӮ
йүӢеҲҖиІ·еӣһдҫҶпјҢе…¶еҲҮеүҠ角已經дёҚиғҪж”№и®ҠпјҢжңүжҷӮжғіиҰҒжүҫдёҚеҗҢи§’еәҰзҡ„йүӢеҲҖд№ҹдёҚеҸҜеҫ—пјҢе°Өе…¶зҸҫд»ЈпјҢжЈ®жһ—иіҮжәҗеҢұд№ҸпјҢжқҗж–ҷеҸ–еҫ—已經дёҚиӢҘ 30 е№ҙеүҚпјҢд»ҘеүҚжңүеә•еӯҗзҡ„е·Ҙе…·еә—жҳҜдҫқж“ҡжңЁе·ҘдҪҝз”Ёзҡ„жқҗж–ҷиЁӮеҒҡе·Ҙе…·зҡ„пјҢдҫӢеҰӮеҒҡиЎЈж«Ҙзҡ„жңЁе·ҘпјҢз”Ёзҡ„жҳҜжӘңжңЁжүҒжҹҸпјҢиҲҮдҪңжӨ…еӯҗзҡ„жңЁе·Ҙз”ЁиӮ–жҘ ж«ёжңЁпјҢе…¶йүӢеҲҖгҖҒйӢёеӯҗзҡ„з ”зЈЁи§’еәҰйғҪдёҚеҗҢгҖӮ
еүҚиҝ°жЈ®жһ—иіҮжәҗеҢұд№ҸеҠ дёҠе·ҘжҘӯеҢ–пјҢд»ҘиҮҙжңЁе·Ҙз„Ўжі•йҒёж“Үе–®дёҖжЁ№зЁ®пјҢйҖІеҸЈжЁ№зЁ®е·Із¶“ж“ҙеҸҠе…Ёзҗғеҗ„ең°пјҢи»ҹзЎ¬йҹҢи„ҶйғҪжңүпјҢеҚҒж•ёе№ҙдҫҶе·Ҙе…·зҡ„з ”зЈЁжҲ–иЈқй…Қи§’еәҰжҮүи©ІйғҪеӮҫеҗ‘д»Ҙз•ҘзЎ¬зҡ„жқҗж–ҷзӮәжә–пјҢд»ҘйҒ©жҮүдёҚеҗҢжЁ№зЁ®зҡ„е…ұе®№жҖ§гҖӮ
жҲ‘йҮҸжҲ‘зҡ„йүӢеҲҖпјҢйғҪзҙ„ж–ј 45 еәҰд№Ӣй–“пјҢжҺЁжё¬жҳҜзңҒеҠӣиҲҮеүҚиЈӮзҸҫиұЎе…©й …зӣёе°Қеӣ зҙ зҡ„жҠҳиЎқгҖӮ

жӣҫзңҒдёү
жӢҷең’еүөж„ҸжңЁе·ҘеүөиҫҰдәә
Emailпјҡ
[email protected]
ең°еқҖпјҡй«ҳйӣ„еёӮж©Ӣй ӯеҚҖз”ІжҳҢи·ҜиҸҜиҲҲе·· 41 иҷҹ
