е·Ҙжі• Construction Methods
еЈ“йҗөж•ҙзҗҶ
еЈ“йҗөжҳҜе…ӢжңҚйҖҶзҙӢзҡ„дё»иҰҒж©ҹж§ӢпјҢйӣ–然еҲҖеҸЈд№ҹжҳҜеӣ зҙ д№ӢдёҖпјҢ然иҖҢеҲҖеҸЈжңғйҡЁи‘—иӘҳе°Һйқўж•ҙзҗҶзҡ„ж¬Ўж•ёиҖҢи¶ҠдҫҶи¶ҠеҜ¬пјҢеҸҚиҖҢжҳҜдёҚжҳ“жҺҢжҸЎзҡ„йғЁд»ҪпјҢеӣ жӯӨйҷӨйқһжҳҜе–®еҲғйүӢпјҢеҗҰеүҮйӮ„жҳҜд»ҘеЈ“йҗөијғе®№жҳ“ж•ҙзҗҶгҖӮ
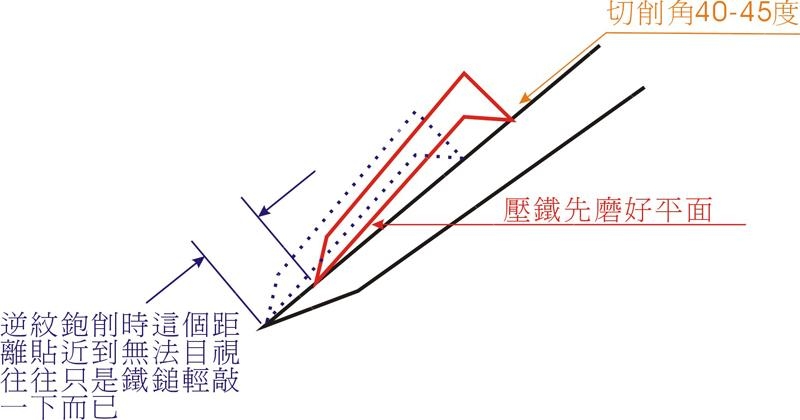
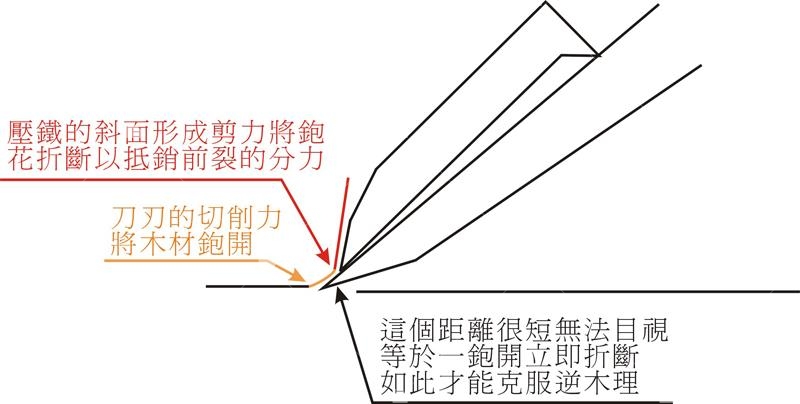
еңЁеҲҮеүҠи§’дёҖж–ҮдёӯжҸҗеҲ°и§’еәҰз”ұ 0 еәҰиө·иҮі 90 еәҰжӯўпјҢеҲҮеүҠеҠӣз”ұејөеҠӣйҖҗжјёиҪүи®ҠзӮәеүӘеҠӣпјҢеүҚиЈӮзҸҫиұЎд№ҹз”ұеӨ§и®Ҡе°ҸпјҢйҖҷе°ұжҳҜеЈ“йҗөзҡ„еҠҹиғҪгҖӮйүӢеҲҖзҡ„еҲҮеүҠи§’йҖҡеёёд»Ӣж–ј 40 иҮі 45 еәҰд№Ӣй–“пјҢеҰӮжһңеЈ“йҗөд№ҹзЈЁжҲҗ 40 еәҰпјҢзӣёеҠ д№ӢеҫҢзҙ„зӮә 80 еәҰдёҠдёӢпјҢйҖҷеҖӢи§’еәҰйӣ–然дёҚжҳҜеҲҮеүҠи§’пјҢдҪҶжҳҜеӣ зӮәйүӢеүҠйҖҶзҙӢжҷӮпјҢеЈ“йҗөе№ҫд№ҺиІјиҝ‘еҲ°еҲҖйӢ’з·ҡдёҠпјҲеҜҰйҡӣдёҠжңүи·қйӣўпјҢдҪҶжҳҜ已經йҒ”еҲ°зӣ®иҰ–з„Ўжі•иҫЁиӯҳзҡ„зЁӢеәҰпјүпјҢйҖҷжЁЈзҡ„зӢҖжіҒдёӢпјҢйӮ„жҳҜеҲҖйӢ’еңЁеҲҮеүҠжңЁжқҗпјҢдҪҶжҳҜйүӢиҠұжҚІиө·йӮ„дҫҶдёҚеҸҠз”ўз”ҹеүҚиЈӮзҸҫиұЎд№ӢеүҚпјҢе°ұиў«еЈ“йҗөзҡ„й«ҳи§’еәҰзҡ„еүӘеҠӣжүҖйҳ»ж–·пјҲеүӘеҠӣпјҢе°ұжҳҜеүӘж–·дҪңз”ЁпјүпјҢжҲ‘еҖ‘е°ұжҳҜеҲ©з”ЁйҖҷеҖӢзҸҫиұЎдҫҶе…ӢжңҚйҖҶзҙӢзҡ„гҖӮ
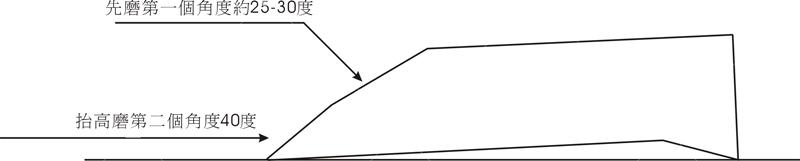
еӣ жӯӨпјҢеЈ“йҗөдёҚжҳҜдёҚеҝ…з ”зЈЁпјҢеҸӘжҳҜе®ғдёҚиӢҘеҲҖйӢ’йӮЈйәјйӢ’еҲ©д№ҹдёҚеҝ…з¶“еёёз ”зЈЁиҖҢе·ІгҖӮ當йүӢеүҠжҷӮйүӢиҠұзЈЁж“ҰеЈ“йҗөпјҢдёҖе®ҡжңғйҖ жҲҗеЈ“йҗөзҡ„зЈЁиҖ—пјҢз”Ёд№…дәҶеЈ“йҗөдёҖжЁЈжңғеҮ№йҷ·пјҢжӯӨжҷӮе°ұеҝ…й Ҳз ”зЈЁгҖӮз ”зЈЁеЈ“йҗөзҡ„ж–№ејҸиҲҮйүӢеҲҖзӣёеҗҢпјҢиҲҮеҲҖеҲғжҺҘи§ёйҖҷйқўеҝ…й Ҳзө•е°Қе№ізӣҙпјҢжүҚиғҪиҲҮйӢјйқўе®Ңе…ЁиІје№іпјҢйҖҷдёҖй»һеҸ–жұәж–јзЈЁеҲҖзҹіжҳҜдёҚжҳҜзө•е°Қе№ізӣҙпјҲи«ӢеҸғй–ұзЈЁеҲҖзҹідёҖж–ҮпјүгҖӮеЈ“йҗөзҡ„е№ійқўж•ҙзҗҶеҘҪд№ӢеҫҢпјҢжүҚй–Ӣе§Ӣз ”зЈЁж–ңйқўпјҢи§’еәҰдёҖжЁЈжҳҜ 25-30 еәҰе·ҰеҸіпјҢ當粗зҹізЈЁеҘҪд№ӢеҫҢпјҢеңЁзҙ°зҹіз ”зЈЁжҷӮпјҢе°Үи§’еәҰжҠ¬й«ҳеҲ°зҙ„ 40 еәҰпјҢ然еҫҢз ”зЈЁйӢ’еҲ©пјҢйӣ–然еҜҰйҡӣдёҠеЈ“йҗөдёҰжІ’жңүеҸғиҲҮйүӢеүҠзҡ„дҪңз”ЁпјҢзўәеҜҰд№ҹжІ’жңүйӢ’еҲ©зҡ„еҝ…иҰҒпјҢеңЁжӯӨеҰӮжӯӨе»әиӯ°зҡ„зӣ®зҡ„жҳҜйҒҝе…ҚжҚІеҲғжІ’жңүзўәеҜҰзЈЁйҷӨпјҢеҸҚиҖҢжңғжүҝж“”жҗҚеЈһйүӢеҲғзҡ„йўЁйҡӘгҖӮ
 еЈ“йҗөдҪҚзҪ®
еЈ“йҗөдҪҚзҪ®
 еЈ“йҗөз ”зЈЁ
еЈ“йҗөз ”зЈЁ
 йүӢиҠұжҠҳж–·еҺҹзҗҶ
йүӢиҠұжҠҳж–·еҺҹзҗҶ

жӣҫзңҒдёү
жӢҷең’еүөж„ҸжңЁе·ҘеүөиҫҰдәә
Emailпјҡ
[email protected]
ең°еқҖпјҡй«ҳйӣ„еёӮж©Ӣй ӯеҚҖз”ІжҳҢи·ҜиҸҜиҲҲе·· 41 иҷҹ
